激光焊接保護氣體的作用
(1)保護氣體可以保護激光頭鏡片免受金屬蒸氣污染和液體熔滴的濺射。
(2)金屬蒸氣吸收激光束電離成等離子云��。如果等離子體存在過多�����,激光束在某種程度上被等離子體消耗�����。保護氣體可以驅散金屬蒸汽羽或者等離子云�����,減小對激光的屏蔽作用����,增大激光的有效利用率。
(3)保護氣體可以保護熔池��,當某些材料焊接可不計較表面氧化時則也可不考慮保護,但對大多數(shù)應用場合則常使用氦氣�����、氬氣���、氮氣等氣體作保護���,使工件在焊接過程中免受氧化。
激光焊接常用保護氣體
(1)氦氣:電離能高�,在激光作用下電離程度較低,可以很好地控制等離子體云的形成���,且活性低���,基本不與金屬發(fā)生化學反應,是非常理想的保護氣體��。但是氦氣的成本太高����,一般用于科學研究����。
(2)氬氣:電離能相對低����,在激光作用下電離程度較高��,不利于控制等離子體云的形成���,會對激光的有效利用率產(chǎn)生一定的影響��;但其活性低��,很難與常見金屬發(fā)生化學反應��,且成本不高���,因此可以作為常規(guī)保護氣體使用。����。
(3)氮氣:電離能適中,比氬氣高����、比氦氣低。氮在一定溫度下可以與鋁合金、碳鋼發(fā)生化學反應�,產(chǎn)生氮化物,會提高焊縫脆性�,韌性降低,對焊縫接頭的力學性能會產(chǎn)生較大的不利影響���,所以不建議使用氮氣對鋁合金和碳鋼焊縫進行保護���。而氮與不銹鋼發(fā)生化學反應產(chǎn)生的氮化物可以提高焊縫接頭的強度,會有利于焊縫的力學性能提高���,所以在焊接不銹鋼時可以使用氮氣作為保護氣體��。
保護氣體吹入方式
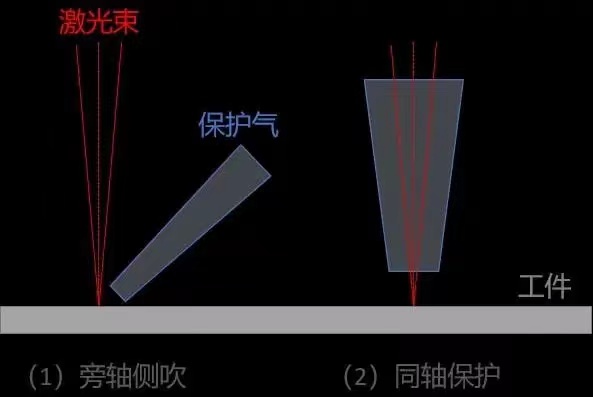
保護氣體的吹入方式目前主要有兩種:
(1)是旁軸側吹保護
(2)是同軸保護�����,如下圖所示���。
吹入的保護氣體不僅僅需要適時對焊縫熔池進行保護,還需要對已經(jīng)焊接過的剛剛凝固的區(qū)域進行保護����,所以一般均采用旁軸側吹保護�,因為這種方式的保護方式相對于同軸保護方式的保護范圍更廣泛����,尤其是對焊縫剛剛凝固的區(qū)域有較好的保護�����。
旁軸側吹對于工程應用來說����,不是所有的產(chǎn)品都能夠采用旁軸側吹保護的方式,對于某些具體的產(chǎn)品��,只能采用同軸保護�,具體需要從產(chǎn)品結構以及接頭形式進行有針對性的選擇。
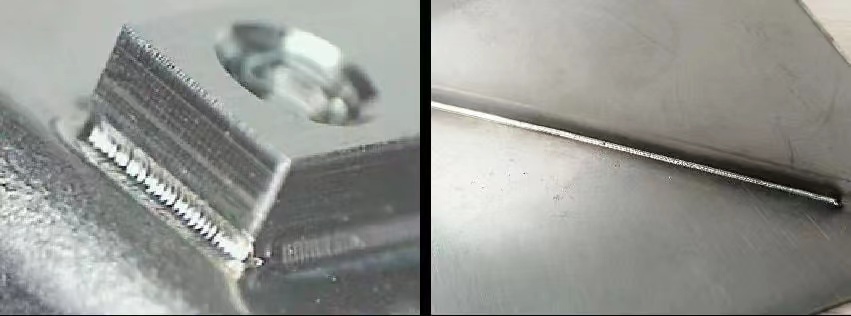
對于焊縫形狀為直線的����,接頭形式為對接接頭、搭接接頭���、角縫接頭或者疊焊接頭均可��,此類型的產(chǎn)品采用旁軸側吹保護方式為佳��。
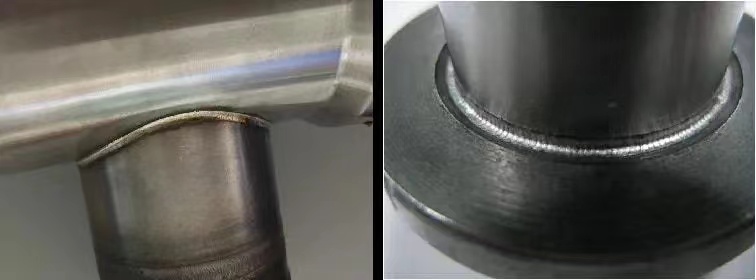
對于產(chǎn)品的焊縫形狀為圓周���、多邊形的���,接頭形式為對接接頭、搭接接頭�����、疊焊接頭等均可���,此類型產(chǎn)品均采用同軸保護方式為佳��。
以上就是激光焊接保護氣作用與保護方式�����。在實際使用過程中����,要根據(jù)實際情況來選擇����。
轉自 光惠(上海)激光科技有限公司